Centrifugal Separators & Industrial Mixing/Drying Applications
We’ve partnered with our customers to deliver manufacturing equipment solutions for over 100 years
For more than 100 years, the people of B&P Littleford have been building a wide range of equipment for the manufacturing industry. Whether you’ve known us as Werner & Pfleiderer, Baker Perkins, APV Chemical Machinery, and now B&P Littleford, we’ve always been proud veterans of the many industries we serve.
Our experience in industry and manufacturing means we understand our customers’ needs. We craft mixing, drying, compounding, reacting, and extracting equipment for a wide range of centrifugal separators & industrial mixing/drying applications.
We have a wider range of processing equipment than most in the industry. This means we have the tools, experience, and know-how to ask the right questions and meet our customers’ needs, no matter how detailed or specific your application is.
Our product offering is diverse and, as such, the applications we support are equally as varied. From separation equipment to mixing and drying, our applications include industries dealing in plastics, pharmaceuticals, foodstuffs, and more.
Get to know B&P Littleford’s customer-focused processing and manufacturing solutions here. No matter your application, we can design the exact solution you need for even the most precise requirements. Contact us today for more info!

Accurate Solids Mixing
B&P Littleford Mixers can be relied upon to deliver accurate mixes of multiple powders. In addition, the Mixers can be designed to handle pastes, fluids, and doughy product forms as required by the customer needs.
Incorporating Liquids Onto Solids
The mechanically fluidized bed allows for the uniform addition of varying percentages of liquids onto solids.

Dispersing Solids For Color Uniformity
The action in a plow mixer can be enhanced by use of the high-speed choppers to increase dispersive mixing. This can incorporate pigments and dyes to provide a uniform final mixed color.

Agglomerating (Particle Size Enlargement) Solids
The mixing action and shear input from the high-speed choppers in a plow mixer can be utilized to increase particle size and enhance mechanical flow properties of the solids or reduce the dustiness of the final product.

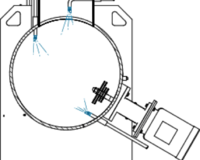
Vacuum Drying
Due to the fluidized bed mixing action, the Plow Mixer can be used for vacuum drying to remove water or solvent from a filter cake or slurry.
Reacting
The mixing action in a DVT Plow Mixer will allow intimate particle contact which enables chemical reactions to take place.

Sterilizing/Pasteurization Processes
Use of previous unit operations like Vacuum Drying and Accurate Solids Mixing can allow the mixers to be used to pasteurize materials.

PVC Mixers
Some examples of the countless processes that can be done by our machines.